Вертикально сверлильный станок применяют для получения отверстий, нарезки резьбы, зенкерования торцов и расточки отверстий. На нем производится работа с практически любым материалом.

Фото станка
Вертикально сверлильные станки выпускаются во множестве модификаций. Схема и базовые узлы у всех моделей практически одинаковые. Основные части оборудования:
В современных моделях вертикального типа используются быстросменные патроны.
Главные технические характеристики сверлильных устройств: максимальный ход шпинделя, наибольший диаметр глубокого сверления и вылет. Инструкция по эксплуатации имеет детальные сведения об оборудовании.

По коду оборудования можно определить его технические характеристики. Все коды устройств для сверления начинаются с цифры 2. То, что оборудование вертикального типа, показывает вторая цифра 1. Оставшееся число показывает наибольший диаметр производимого отверстия. Если после первой цифры стоит буква, оборудование улучшено. Буква в конце значит, что оборудование изготовлено на базе основной модели.
Например, станок 2с132 имеет следующие характеристики: максимальный диаметр глубокого сверления 32 мм, модернизирован по сравнению с моделями 2132 и 2а132.
Рассмотрим популярные сверлильные станки вертикального типа, изготовленные в СССР. Это модели 2а125, 2г125, 2л125, 2т140, 2118 и 2118а.
Напольный вертикально сверлильный станок 2а125 имеет максимальный диаметр глубокого сверления 25 мм. Оборудование 2а125 включает 9 скоростей от 97 до 1360 об/мин и вылет 250 мм. Имеет устройство реверсирования электродвигателя. Размер 98*82,5*230 см, масса 870 кг. Изготавливался в СССР на Стерлитамакском заводе. Цена этой модели от 25000 рублей.
Усовершенствованное устройство 2г125 имеет больший вылет 260 мм. Двигатель меньшей мощности – 2,2 кВт. Масса станка напольного типа 2г125 780 кг, размеры 73*91*210,5 см. Количество скоростей 2г125 16. Перемещение стола по вертикали 425 мм. В устройстве 2г125 диаметр нарезания резьбы 24 мм. Шпиндель имеет конус Морзе 3. Изготавливался в СССР на Краснореченском заводе. Цена этой конфигурации от 20000 рублей.
Модель 2л125 самая малогабаритная, имеющая лучшие характеристики. Масса станка — 475 кг, размеры 86*56*213 см. Он имеет конус шпинделя Морзе 4. Максимальный ход стола 540 мм.
Станок 2т140 производится сейчас и является одной из самых усовершенствованных моделей.
Станок 2118 имеет максимальный диаметр глубокого сверления 18 мм. Шпиндель включает конус Морзе 2. Вылет устройства 200 мм. Размеры оборудования 2118 87*59*208 см, масса устройства 450 кг. Вертикальное перемещение стола 350 мм. Включается агрегат барабанным переключателем, который подает питание на электродвигатель. При регулярной эксплуатации основные узлы станка 2118 нужно ежедневно смазывать своими руками. Цена станка 2118 от 20000 рублей.
Для мелких работ используются станок ВСН. Он отличается небольшими габаритами – 30*58*66 см и массой не более 75 кг. Шпиндель устройства имеет 2 скорости и частоту вращения от 7,5 до 20. Наибольший диаметр отверстий станка ВСН 16 мм. Шпиндель перемещается на 100 мм. Работает станок от сети с напряжением 380 В. Рабочий стол квадратный с длиной стороны 250 мм. Шпиндель имеет конус Морзе В16. Несмотря на небольшие размеры, ВСН сверлит металлические материалы. Цена оборудования от 20000 рублей.
Ко всем устройствам при покупке прилагается инструкция по эксплуатации. Модели, произведенные в СССР находятся в продаже бывшими в употреблении.
Иностранные фирмы, производящие вертикальный сверлильный станок:
Цена эти устройства высокая. Лучшей фирмой по соотношению цены и качества является Hitachi.
Одна из самых популярных моделей Hitachi b16rm. Максимальный диаметр глубокого сверления 16 мм. Оснащен асинхронным двигателем, работа на котором может проводиться длительное время.
Станок Hitachi b16rm имеет лазерный указатель и оптический указатель оси сверления. Рабочий стол поворачивается на 45 градусов. Электродвигатель работает на 12 скоростях от 210 до 3100 оборотов в минуту. Вылет устройства 380 мм.
Работа при плохом освещении возможна при помощи встроенной подсветки. Работа Hitachi b16rm тихая и практически без вибраций.
В базовой комплектации b16rm работает от напряжения 220 В, но своими руками возможно запитать от сети 380 В, подключив дополнительно частотный преобразователь.
Американским аналогом устройства Hitachi b16rm является станок JET JDP-17F. Инструкция по эксплуатации поставляется с переводом на несколько языков. Цена этой модели от 30 000 рублей.
Современные модели устройств имеют числовое программное управление. Рассмотрим советский станок с ЧПУ 2р135ф2.
Станок 2р135ф2 оснащен револьверной головкой с шестью шпинделями. Максимальное сечение изделия 35 мм, максимальный диаметр резьбы М24. Рабочий стол крестообразный с защищенными направляющими.
Имеет устройство ЧПУ 2П32-3, который позволяет задавать операции позиционирования и прямоугольной обработки. Программы для устройства находятся на перфолентах с восемью дорожками. ЧПУ включает три управляемых координаты. Станок 2р135ф2 работает в четырех режимах: ручной ввод, наладка, автомат и полуавтоматическая обработка.
Габаритные размеры устройства 180*240*270 см, масса 500 кг. Цена такой модели от 80000 рублей.
Сегодня цена на станки высокая, поэтому для бытовых нужд оборудование можно сделать своими руками. Схема такого устройства довольно проста. Понадобится четыре основных компонента:
Для начала нужна примерная схема будущего станка. Такая схема чертиться своими руками на базе имеющихся материалов. В качестве фундаментальной плиты можно использовать толстую мебельную доску. Вертикальная стойка делается из толстой фанеры или ДСП. Основание и вертикальная стойка скрепляется своими руками с помощью саморезов и уголков.
После этого делаются направляющие для перемещения дрели. Их изготавливают из металлических полос и прикручивают к стойке. Дрель закрепляется с помощью стальных хомутов и резиновых прокладок к колодке. Механизм подачи должен опускать и поднимать дрель. Схема его довольно проста. Нужно использовать рычаг и пружину, придающую жесткость устройству.
Сверлильные устройства сегодня представлены в большом ассортименте. В зависимости от целей, можно подобрать себе нужную модель или сделать ее своими руками.
К атегория:
Сверление металла
Вертикально-сверлильный станок модели 2118
Вы уже познакомились с устройством сверлильного станка НС-12. На таких станках можно просверлить отверстие с наибольшим диаметром 12 мм. Но в ряде случаев нужны отверстия гораздо большего диаметра. В этом случае сверлят на более мощных станках. С одним из таких станков мы сейчас и познакомимся. Это вертикально-сверлильный станок модели 2118.
Он состоит из основания, колонны, коробки скоростей, направляющего кронштейна, в котором смонтированы механизм подачи и шпиндельный узел, и стола. Коробка скоростей с электродвигателем установлена на верхней части колонны.
Разные по твердости металлы обрабатываются при разных скоростях. Скорость вращения сверла подбирается с учетом его материала и диаметра. Порядок настройки станков разной конструкции на нужную скорость различный. Так, на настольных сверлильных станках НС-12 скорость меняется путем переброски ремня с одной ступени шкива на другую. У сверлильного станка 2118 переключаются рукоятки зубчатых колес в коробке скоростей.
При сверлении инструмент и заготовка нагреваются. Попробуйте быстро потереть ладони друг о друга.
Почувствовали тепло? То же самое происходит и со сверлом. Но только инструмент нагревается очень сильно. Раскаленное сверло быстро тупится, плохо режет металл. Чтобы этого не случилось, во время работы инструмент охлаждают специальной жидкостью: мыльной и содовой водой, масляными эмульсиями. При этом горячее сверло отдает часть тепла жидкости и охлаждается, а жидкость нагревается. Поэтому основание станка сделано пустотелым и служит одновременно баком для сбора охлаждающей жидкости.
Детали при сверлении устанавливают на столе, который может подниматься и опускаться с помощью специальной рукоятки. Запомните! Маленькие отверстия лучше сверлить на большой скорости, а отверстия большого диаметра - на малой.
Назначение сверлильных станков
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Классификация сверлильных станков
Сверлильные станки делятся на следующие типы:
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Из всех сверлильных станков можно выделить следующие основные типы универсальных станков: одно- и многошпиндельные вертикально-сверлильные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления.
Сверлильные станки с ручным управлением
Вертикально-сверлильный станок.
Рис. 1. Вертикально-сверлильный станок:
1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2 Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Охлаждающая жидкость подается электронасосом по шлангу 8. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах). По конструкции радиально-сверлильные станки подразделяют на станки общего назначения, переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
Сверлильные станки с ЧПУ
Вертикально-сверлильный станок с ЧПУ .
 Рис. 2. Вертикально-сверлильный станок с ЧПУ:
Рис. 2. Вертикально-сверлильный станок с ЧПУ:
1 — автономная стойка УЧПУ; 2 — шкаф силового электрооборудования; 3 — револьверная головка; 4 — стол; 5 — шаговый электродвигатель; б, 7, 8, 11 — блоки управления; 9 — кодовый преобразователь; 10 — считывающее устройство.
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка 3 с автоматической сменой инструмента и крестовый стол 4 позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов.
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.

 Станок 2Н118 вблизи
Станок 2Н118 вблизи
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
Изготовлять вертикально-сверлильный станок модели 2Н118 начал станкостроительный завод в городе Молодечно. В конце пятидесятых годов он был переориентирован на выпуск сверлильных агрегатов. В начале шестидесятых запущено производство базовой модели 2118. Основываясь на ее эксплуатационных данных, конструкторы разработали вертикально-сверлильный станок 2Н118, технические характеристики которого были улучшены, и были учтены все недоработки.
Основу данного механизма составляет колонна, которая своим основанием крепится к фундаменту. На ней установлена коробка скоростей, размещающаяся в верхней части конструкции, а также стол и коробка подач в шпиндельной бабке. К особенностям конструкции можно отнести жесткость, прочность механизмов и скоростной диапазон режущего инструмента. Движение рабочей головки вдоль станины происходит благодаря реечному механизму, управляемому штурвалом.
Деталь устанавливается на стол, в специальные приспособления, и может по нему перемещаться, для совмещения места сверления отверстия с режущим инструментом. Стол может двигаться вдоль станины. Его установка, а также установка шпиндельной бабки зависит от высоты инструмента и детали. Процесс обработки может проходить в ручном и механическом режимах.
Чтобы разобраться, как устроен сверлильный станок 2Н118, открываем паспорт, и находим всю необходимую информацию.
Скачать паспорт (инструкцию по эксплуатации) станка 2Н118
Выделим из него основные технические характеристики:
Кроме того, здесь можно найти кинематическую схему, которая приводится ниже, и описание ее особенностей.

К ним можно отнести:
Для долгосрочной работы, необходимо уделить внимание креплению станка 2Н118 к фундаменту. Его с помощью уровня выставляют на клиньях, после чего под основание заливают раствор. Когда он затвердеет, фундаментные болты затягиваются.

Нельзя обойти электрическую часть станка. Главными ее составляющими является:
Выпрямитель используется для запуска тормозного пускателя, при этом происходит динамическое торможение режущего инструмента. Кроме того, электродвигатель защищен от перегрузки автоматическим выключателем.
Во избежание аварий и травматизма обслуживающего персонала, все оборудование качественно заземляется.
Все вышеперечисленные документы на 2Н118, входят в руководство по эксплуатации. Оно дает возможность правильно установить, запустить и эксплуатировать механизм. А в случае поломки, быстро выявить неисправность.
Производителем вертикально-сверлильного станка 2118 является Новочеркасский станкостроительный завод, основанный в в 1938 году.
С января 1957 завод специализировался на выпуске только револьверных станков. Завод выпускал токарно-револьверные станки: 1Н318, 1Н325, 1Г325, 1Д325, 1Е325, 1325Ф3.
Универсальный вертикально-сверлильный станок модели 2118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным выпуском продукции..
Изготовитель - Новочеркасский станкостроительный завод.
Основные размеры станка соответствуют - ГОСТ 1227-79.





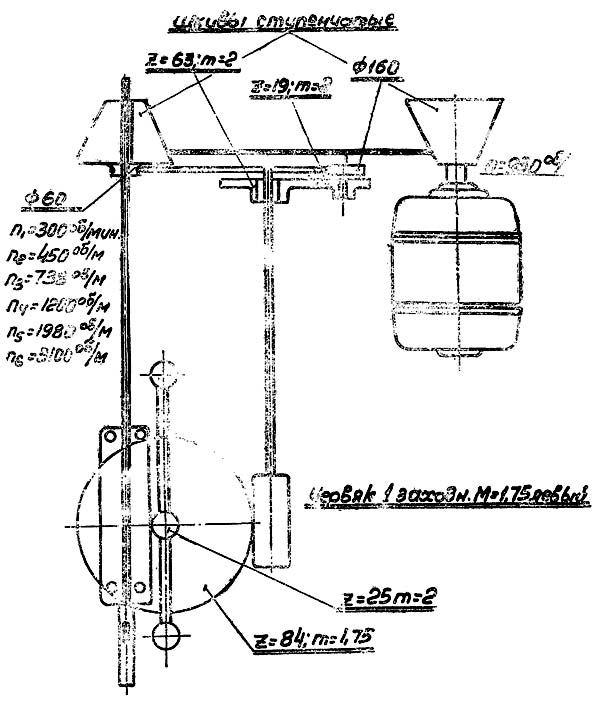
Кинематическая схема сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя. После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи - через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач - через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.



Электрическая схема сверлильного станка 2118
| Наименование параметра | 2н118 | 2118 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0...650 | 0...650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 - 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 - 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |







