Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Фрезы по металлу применяются для обработки стальных, чугунных, алюминиевых и прочих заготовок. Они делаются из быстрорежущей стали. Такие фрезы делают цельнолитыми или сборными.
Дисковая фреза применяется для обрезки заготовок, а также подготовки в них пазов. С ее помощью можно выбирать металл или снять фаску. Внешне такой инструмент напоминает обычный пильный диск, который можно встретить на циркулярной пиле. Единственным отличием является меньший диаметр и большая толщина. Также зубья диска для фрезерования размещены под другим углом. Качество обработки зависит от размера зубьев. Чем они крупнее, тем грубее работа. При этом высокие редкие зубья обеспечивают быстрый съем металла. Также они более эффективно выводят стружки, что снижает перегрев.
Торцевые фрезы применяются для обработки плоских поверхностей, на которых нужно создать ступенчатый переход или углубление. Рабочей частью инструмента является его торец. По принципу действия такая фреза приравнивается к обычному сверлу, но имеет больший диаметр. Обычно у таких инструментов имеется 6 режущих зубьев, что обеспечивает более скоростное вхождение в металл. Специальные канавки выводят стружки. Торцевая поверхность позволяет создавать углубление с плоским дном.

Цилиндрические фрезы похожи на дисковые, за тем исключением, что являются существенно шире. Их зубья могут быть прямыми или винтовыми. Матрицы с прямыми кромками используются для работы на узких поверхностях. Винтовые зубья более универсальные и зачастую могут работать с более твердыми металлами. Угол наклона зубьев обычно не превышает 45 градусов, поскольку это позволяет минимизировать биение на валу. Зачастую цилиндрическая конструкция предусматривает соединения на валу станка нескольких насадок, что необходимо при обработке более широких заготовок.

Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить.

Концевая фреза также называется пальчиковой. Она представляет собой длинное сверло, имеющее около 5 режущих кромок. С их помощью создается глубокий паз. Обычно такой инструмент является монолитным, но бывают кромки с напайками. Такая конструкция обеспечивает легкую и быструю работу с твердыми металлами, такими как сталь и чугун. Получаемое углубление имеет плоскую форму. В том случае если оно должно быть скругленным, применяется сферическая конструкция концевых фрез.

Такие фрезы используются для обработки фасонных поверхностей. Сквозь такой инструмент протягивается длинная заготовка. В результате контакта ее боковая часть снимается и подгоняется под требуемые параметры. Данный инструмент является одним из самых тяжелых в производстве, поскольку требует особенного оборудования для заточки. Возобновить режущую кромку в домашних условиях довольно трудно, но выполнимо при наличии должного опыта и некоторых приспособлений.

Червячные фрезы являются самыми широкими. Они позволяют проводить выборку с поверхности с большим захватом. Данный инструмент является одним из самых дорогих, поскольку имеет довольно крупные габариты. Его зубья могут насчитывать несколько десятков штук и более. По направлению витков такие насадки бывают левосторонние и правосторонние.

Кольцевые фрезы знакомы большинству как корончатые сверла. Они предназначены для сверления листового металла. Внешне их конструкция напоминает трубку с зубьями, которая врезается в поверхность, создавая пустотелое кольцо. Диаметр кольца может существенно отличаться. Для точного позиционирования, в центре коронки находиться обыкновенное сверло, которое первым врезается в поверхность и обеспечивает центрацию.

Для обработки древесины также применяются фрезы. В связи с тем, что данный материал является более мягким, режущий инструмент для строгания отличается меньшими габаритами и стоимостью. Также он является более высокооборотным. Такие насадки устанавливаются в или стационарные станки.
Фрезы, которые используются на деревообрабатывающих станках, внешне практически идентичные тем, что применяются для обработки металла. Единственное исключение заключается в том, что они сделаны из менее качественной стали, а также имеют другой угол заточки.

Внешне фрезы для деревообрабатывающих станков полностью идентичны тем, что используются для резки металлов. Единственным исключением являются шпоночные фрезы, которые в металлообработке не применяются. Они относятся к категории двух зубчатых фрез, с помощью которых изготовляются соединительные пазы.

В связи с увеличением популярности ручных фрезеров, существенно возрос ассортимент концевых фрез, которые в них устанавливаются. Они отличаются не только по особенности режущей кромкой, но и по диаметру хвостовика. Он может представлять собой прут толщиной 6, 8 или 12 мм.
Группа кромочных фрез представляет собой практически идентичную конструкцию с торцевыми насадками, применяемыми для обработки металла. Они позволяют придать краям заготовки фигурный профиль. Их ножка имеет подшипник, который останавливает насадку при контакте с заготовкой, поэтому ограничивает углубление в древесину. Данная категория имеет самые разнообразные формы профиля и часто используется для декорирования столешницы. С их помощью можно делать фигурный вырез, выборку и создание сложной фаски.

Группа пальчиковых фрез внешне очень напоминают концевые, которые используются при обработке металла. С их помощью можно выбирать проушины и создавать глухие пазы. Боковые кромки обеспечивают большую высоту обработки. Такой инструмент зачастую является монолитным. Его форма может быть как прямой, так и скошенной в виде трапеции или клина. Такая насадка эффективно удаляет стружки, поэтому обладает высокой скоростью работы.

Фреза для столярных соединений обычно представляет собой разборную конструкцию с множеством режущих элементов. Они используются для обработки торцов досок, чтобы создать пазы для столярного соединения. Именно такими фрезами создается гребенка для склеивания длинномерных досок из коротких заготовок.

Специальные фрезы представляют собой комбинированный тип, который позволяет создавать фигурную поверхность на торцах. Именно к такой категории относятся инструменты, с помощью которых можно превратить кромку доски в замковую часть, применяемую на вагонке или ламинате.

Чтобы фреза прослужила дольше, важно в первую очередь следить за тем, чтобы она надежно закреплялась в станке. Появление биения на высоких оборотах приведет к тому, что режущая кромка может отколоться, и насадка придет в негодность. Чтобы этого избежать, нужно не только надежно зажать ее перед работой, но и периодически останавливаться, чтобы перепроверить ее фиксацию, поскольку она может просто ослабнуть.
Следующим важным правилом является правильный подбор фрезы. Не следует использовать инструмент, твердость которого практически идентична жесткости обрабатываемой заготовки. Если это проигнорировать и начать работу, то интенсивность стирания будет одинаковой, поэтому режущая кромка быстро сядет, а ее металл отпуститься от перегрева.
Следующим правилом является правильный выбор скорости. На упаковке от фрезы обычно указывается оптимальная частота вращения. Если разогнать ее больше, то это может привести к тому, что она перегреется или от нее может отколоться кусок зуба.
Нельзя забывать о том, что во время работы металл сильно нагревается. Для предотвращения перегрева важно своевременно останавливать станок для остывания. Также стоит применять смазку, особенно если проводится обработка металла.
После каждой обработки стоит чистить фрезу от налипшей на нее стружки. Зачастую инструмент делается из стали, которая подвержена коррозии. Поэтому важно следить, чтобы он хранился в герметичном боксе, изолированном от влажного воздуха.
В случае если фреза утратила остроту, ее не следует использовать, поскольку тупая режущая кромка приводит к быстрому перегреву, в результате чего инструмент может испортиться и тогда ни какая заточка уже не поможет. Также не нужно создавать сильный прижим к обрабатываемой детали, поскольку это также способствует перегреву.
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
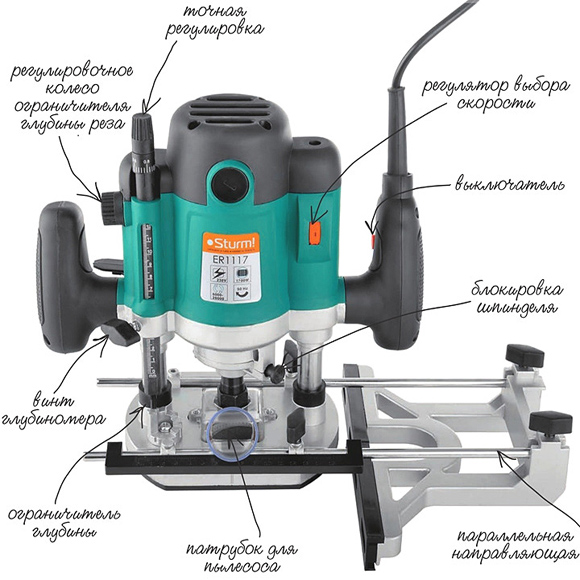 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
В последнее время увеличился спрос на специальные аппараты (фрезеры) для ухода за ногтями. Если раньше такую технику можно было встретить только в кабинете салона красоты, то сейчас ассортимент фрезеров расширился, цены заметно снизились и любая женщина может позволить себе выполнять аппаратный маникюр или педикюр в домашних условиях . Чтобы ваши пальчики всегда отличались безупречным внешним видом, вполне достаточно выполнять процедуру несколько раз в месяц. Пользоваться аппаратом для обработки ногтей очень легко и не обязательно записываться на обучение к профессионалу. Вы можете освоить технику аппаратного маникюра дома, изучив видео уроки и пошаговый мастер-класс с фото. Для домашнего ухода за ногтями подойдет недорогой фрезер до 10000 оборотов в минуту. Ручку аппарата направляйте от центра краям, удерживая угол наклона насадки в 45°.
Кроме самой машинки, в комплект для аппаратного маникюра входят фрезы. Это специальные насадки, которые легко фиксируются на вращающейся головке в ручке фрезера. Фрезы имеют разную форму и размер, изготавливаются из разных материалов, отличаются по степени абразивности. По назначению они разделяются на следующие группы: для обработки свободного края ногтя и придания ему формы, для шлифовки поверхности ногтевой пластины, для полировки ногтей, для удаления ороговевшей кутикулы, для удаления огрубевшей кожи вокруг пальцев, для шлифовки натоптышей и мозолей на ногах (насадки для педикюра). Если в комплект выбранной вами модели аппарата входит минимальное количество насадок, то вы всегда сможете докупить набор нужных вам фрез для фрезерной машинки.
Какие фрезы нужны для качественного выполнения аппаратного маникюра? Домашний набор для фрезерной машинки можно дополнить миниатюрными насадками, с помощью которых легко обрабатывать пазухи ногтевых валиков и другие труднодоступные участки кожи на руках и на ногах. Если для коррекции кутикулы вам понадобятся алмазные насадки с мелким абразивом, то во время обработки толстого слоя ороговевшей кожи или придания формы нарощенным ногтям нужно использовать керамические фрезы с крупным абразивом. С помощью силиконовых насадок можно быстро удалить остатки ороговевшей кожи и отполировать ноготки для блеска. Аппаратный маникюр относится к одним из самых безопасных процедур по домашнему уходу за ногтями. Если ваши ногтевые пластины очень ломкие и часто расслаиваются , если кожа вокруг ваших ноготков очень нежная и постоянно травмируется во время обрезного маникюра инструментами с хорошей заточкой , то обязательно купите фрезер с набором разных фрез.
♦ ВИДЫ НАСАДОК ДЛЯ ФРЕЗЕРА
Подробное описание функциональных особенностей фрез для аппаратного маникюра и педикюра поможет вам выбрать подходящие варианты насадок для вашей машинки. Сперва рассмотрим виды фрез, которые отличаются по материалу изготовления.
▪ Керамические (запечённые);
▪ Алмазные (напыление из натурального или искусственного камня);
▪ Металлические (из твёрдых сплавов или стали);
▪ Комбинированные (кремниево-карбидные).
КЕРАМИЧЕСКИЕ:

Обычно это жесткие и довольно крупные насадки для фрезерной машинки, с помощью которых удобно обрабатывать толстые и плотные ногти, огрубевшие мозоли и натоптыши, разросшуюся ороговевшую кутикулу. Фрезы из керамики с разной степенью абразивности отличаются по цвету: темно-коричневые и черные - до 400 мкм, белые - до 200 мкм, розовые и голубые - до 100 мкм;
АЛМАЗНЫЕ:

Эти насадки изготавливаются двумя способами: в процессе электролиза мелкая крошка наносится на основу (осажденные); алмазная пыль смешивается со специальным клеем и подвергается термообработке во время соединения с основой. Фрезы с алмазным напылением очень деликатно снимают ороговевший слой с тонкой кутикулы, очищают приногтевые валики от сухой кожи и выравнивают истонченную ногтевую пластину. Абразивность алмазных насадок можно определить по оттенку и количеству насечек, а также по цвету основы;
МЕТАЛЛИЧЕСКИЕ:

Делают из твердых сплавов и высококачественной медицинской стали. Твердосплавные насадки из карбида и вольфрама можно использовать для обработки искусственных ногтей, застарелых натоптышей и мозолей. Особой популярностью пользуются фрезы из легированной медицинской стали, которые не превращают ороговевшую кожу в пыль, а снимают тонким слоем стружки. Металлические насадки отличаются рисунком насечки. Например, фрезы для маникюра и педикюра с крестообразной насечкой быстро удаляют ороговевшую кожу, а с косой или прямой насечкой удобно придавать ногтевым пластинам желаемую форму ;
КОМБИНИРОВАННЫЕ:

Это одноразовые кремниево-карбидные колпачки, которые стоят недорого и очень удобны в работе. Комбинированные насадки подойдут для выполнения домашнего аппаратного маникюра как начинающим, так и профессиональным мастерам. Жесткость таких колпачков можно определить по цифре: для полировки - 280-320 грит, для коррекции свободного края - 80-100 грит, шлифовка - 150 грит.
♦ ФОРМЫ НАСАДОК
Чтобы было проще определить, какая фреза для чего предназначена, обратите внимание на цвет и форму экземпляра. Также важно определить, подходит ли выбранная вами насадка для вашего фрезера. Кроме рабочего наконечника у фрезы есть хвостовик, длина которого должна соответствовать длине зажима ручки аппарата. Проверьте, чтобы фреза вставлялась до упора, фиксировалась и плотно держалась в гнезде.
Цилиндрические.

Универсальный вариант, который обычно входит в набор для аппаратного маникюра и педикюра. Цилиндрической насадкой удобно корректировать форму ногтя, обрабатывать боковые валики, удалять верхние слои гель-лака или другого покрытия;
Трапециевидные.

Внешне напоминают мелкопористую губку. Трапециевидными фрезами выравнивают поверхность ногтей, шлифуют срез свободного края, убирают зазубрины, шлифуют мелкие мозоли на пальцах рук;
"Барабаны".

Это насадки цилиндрической формы с высокой зернистостью рабочей поверхности. Используют для коррекции толстых ногтевых пластин, для шлифовки огрубевшей кожи, для коррекции линии роста ногтя между белым и розовым участками;
Шаровидные (боры).

С помощью бора можно выполнять самую деликатную обработку труднодоступных участков кожи на руках и на ногах. Насадка с шариком на конце легко выравнивает поверхность ногтя с мелкими трещинками и полосками, безболезненно корректирует линию кутикулы, обрабатывает приногтевые валики, очищает ногти от тонкой пленочки птеригия. Вместе с шаровидными насадками для обработки нежной околоногтевой кожи используют игловидные и заостренные фиссурные фрезы;
Конусообразные (полировочные).

Закругленные на конце полировочные насадки изготавливаются из мягких, эластичных материалов: силикон, войлок, фетр, хлопок. С помощью таких колпачков полируют поверхность ногтевых пластин до блеска. Силиконовые насадки достаточно прочные, легко стерилизуются и их можно использовать до тех пор, пока не сотрется рабочая поверхность. Конусообразные насадки отличаются по степени жесткости и во время полировки ногтей их меняют, начиная от самой жесткой и заканчивая самой мягкой. Такие насадки покрывают полимером, чтобы отполировать ноготки до красивого глянца.

- нажмите на фото и разверните все виды фрез для аппаратного маникюра с описанием
♦ СТЕРИЛИЗАЦИЯ НАСАДОК
Желательно стерилизовать все фрезы не только перед началом процедуры, то и после. Перед тем, как обработать насадки специальным средством, удаляем с них жирные пятна и грязь, подержав под струёй проточной воды и затем протерев безворсовой салфеткой.
Избавиться от микроорганизмов на насадках можно с помощью термообработки. Если у вас нет специального стерилизатора , то можно поместить насадки (без пластиковых держателей) в горячую воду и кипятить примерно 10 минут. После стерилизации выкладываем фрезы на чистое махровое полотенце до полного их высыхания, а затем помещаем в чистые герметичные пакетики.
Продезинфицировать металлические фрезы можно в духовом шкафу, предварительно нагрев его до максимальной температуры. Фрезы выкладываем на лист чистой фольги в противень. Очистить керамические и металлические насадки от пыли можно с помощью щеточки из латуни.
♦ КАК СДЕЛАТЬ РАСТВОР ДЛЯ СТЕРИЛИЗАЦИИ
Не обязательно покупать для дезинфекции насадок специальный раствор, так как вы можете простерилизовать их антисептиком домашнего приготовления.
В стеклянную баночку наливаем 100 мл 70% медицинского спирта, добавляем 10 гр. буры и аккуратно перемешиваем. После этого добавляем в раствор 30 гр. марганцовокислого калия (марганцовки). В банку помещаем фрезы и опускаем баночку в паровую баню на 15-20 минут.
♦ СРОК СЛУЖБЫ ФРЕЗ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
К каждому комплекту фрез для аппаратного маникюра часто прилагается описание технических характеристик и рекомендации по срокам эксплуатации сменных инструментов. Но если вы делаете дома аппаратный маникюр не очень часто, то насадки могут прослужить дольше указанного в описании срока. Хотя бы раз в месяц осматривайте рабочую поверхность насадок из вашего домашнего набора и по мере необходимости заменяйте изношенные экземпляры на новые.
√ С алмазным или сапфировым напылением.
Слой напыления истончается довольно долго при использовании в домашних условиях. Если регулярно очищать такие фрезы от грязи, то они прослужат вам более 3 лет;
√ Из сплавов или из медицинской стали.
Очень долговечные насадки, которые прослужат вам более 5 лет;
√ Керамические.
Рассчитаны на эксплуатацию в течение от одного до полутора месяцев. Но часто остаются пригодными к домашнему использованию на протяжении 3-4 месяцев;
√ Силиконовые.
Полировщики из силикона прослужат вам несколько лет;
√ "Песчаные" и "наждачные" колпачки.
Это одноразовые насадки, срок использования которых ограничивается одной процедурой.
♦ КАК ДЕЛАТЬ АППАРАТНЫЙ МАНИКЮР В ДОМАШНИХ УСЛОВИЯХ
Пошаговая инструкция
♦ ВИДЕО УРОКИ ДЛЯ НАЧИНАЮЩИХ
Фреза - лезвийный инструмент для обработки с вращательным главным движением резания инструмента без возможности изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадают с осью вращения (ГОСТ 25751-83). Фрезы представляют собой тела вращения с формой производящей поверхности, зависящей от формы обрабатываемой поверхности и расположения оси фрезы относительно детали. При работе производящая поверхность фрезы с образованными на ней зубьями касается обрабатываемой поверхности.
Кинематика процесса фрезерования характеризуется вращением фрезы вокруг своей оси и движением подачи заготовки или фрезы, которое может быть прямолинейным (поступательным), вращательным или винтовым. При прямолинейном движении подачи обрабатывают плоскости, уступы, пазы, детали с фасонной образующей и прямолинейной направляющей. При вращательном движении подачи обрабатывают поверхности вращения, а при винтовом движении подачи - винтовые поверхности.
Фрезерование является одним из наиболее распространенных методов обработки. Из общего парка металлообрабатывающего оборудования в машиностроении удельный вес фрезерных станков составляет около 20 %, а в отдельных отраслях машиностроения - до 60 %. По уровню производительности фрезерование уступает только наружному протягиванию.
Отклонения размеров деталей после обработки фрезерованием могут находиться в пределах 7-9-го квалитетов (ГОСТ 25347-82) при параметрах шероховатости до Rа=1,25 мкм (ГОСТ 2789-73).
Фрезы отличаются большим разнообразием типов, форм и назначения как стандартизованных (рис. 2.35), используемых на универсальных фрезерных станках, так и специальных, проектируемых для обработки конкретных изделий.
Классификацию фрез проводят по следующим показателям.
По расположению зубьев относительно оси различают: фрезы цилиндрические с зубьями, расположенными на поверхности цилиндра (рис. 2.35, а); фрезы торцовые с зубьями, расположенными на торце цилиндра (рис. 2.35, б); фрезы угловые с зубьями, расположенными на конусе (рис. 2.35, в); фрезы фасонные с зубьями, расположенными на поверхности с фасонной образующей (рис. 2.35, г) (с выпуклым и вогнутым профилем). Некоторые типы фрез имеют зубья как на цилиндрической, так и на торцовой поверхности, например дисковые двух- и трехсторонние (рис. 2.35, д), концевые (рис. 2.35, е), шпоночные (рис. 2.35, ж, з).
По направлению зубьев фрезы могут быть: прямозубыми (рис. 2.35,д), в которых направляющая линия передней поверхности лезвия прямолинейна и перпендикулярна направлению скорости главного движения резания (под направляющей линией передней поверхности понимают линию, по которой движется точка прямой, описывающей эту поверхность); косозубые (рис. 2.35, г), у которых направляющая линия передней поверхности лезвия прямолинейна и наклонена под углом к направлению скорости главного движения резания; с винтовым зубом (рис. 2.35,а), в которых направляющая линия передней поверхности является винтовой.
По конструкции фрезы могут быть: цельными; составными, например с припаянными или приклеенными режущими элементами; сборными, например оснащенными многогранными пластинами из твердого сплава; наборными, состоящими из нескольких отдельных стандартных или специальных фрез и предназначенные для одновременной обработки нескольких поверхностей.







По конструкции зубьев фрезы могут быть с острозаточенными (рис. 2.35,и) и; затылованными (рис. 2.35,к) зубьями. Затылование - процесс образования задней поверхности инструмента по некоторой кривой (обычно спираль Архимеда) для получения задних углов. У острозаточенных фрез задние углы получают заточкой. Фрезы работают с малыми подачами на зуб, поэтому их изнашивание происходит по задней поверхности, и затачивать их целесообразно по задней поверхности. По задней поверхности затачивают острозаточенные фрезы. Однако такую заточку не всегда возможно и не всегда целесообразно выполнять. Форма производящей поверхности может быть сложной, исключающей возможность заточки задней поверхности зуба шлифовальным кругом. Нелесообразно производить заточку задней поверхности у фрез с точным профилем, например у червячных зуборезных и шлицевых, потому что в этом случае нужно вновь обеспечить требуемую точность профиля и шага зубьев. Для приведенных случаев целесообразнее применять затылованные зубья, заточка кото рых производится по передней поверхности, что обеспечивает ее простоту. По способу крепления на станке различают фрезы насадные с отверстием под оправку и концевые с коническим или цилиндрическим хвостовиком.


Рис. 2.35. Типы фрез и обрабатываемых поверхностей
| " |







